Vorab: Da ich nur PEI kenne, habe ich natürlich keinen Vergleich. Aber andere Berichte sowie allein die Tatsache, dass überall standardmäßig Spachteln im Paket sind, lassen mich schließen, dass PEI grundsätzlich weniger haften dürfte als andere Untergründe, und daher evtl. empfindlicher in den Einstellungen ist. Und es scheint auch empfindlicher bei der Reinigung zu sein (ich benutze nach wie vor keinen Spachtel zum Lösen, keinen Reiniger, kein Schrubben; nur trockenes weiches Tuch kurz vor dem Druck um meine fettigen Fingerdatscher zu entfernen)
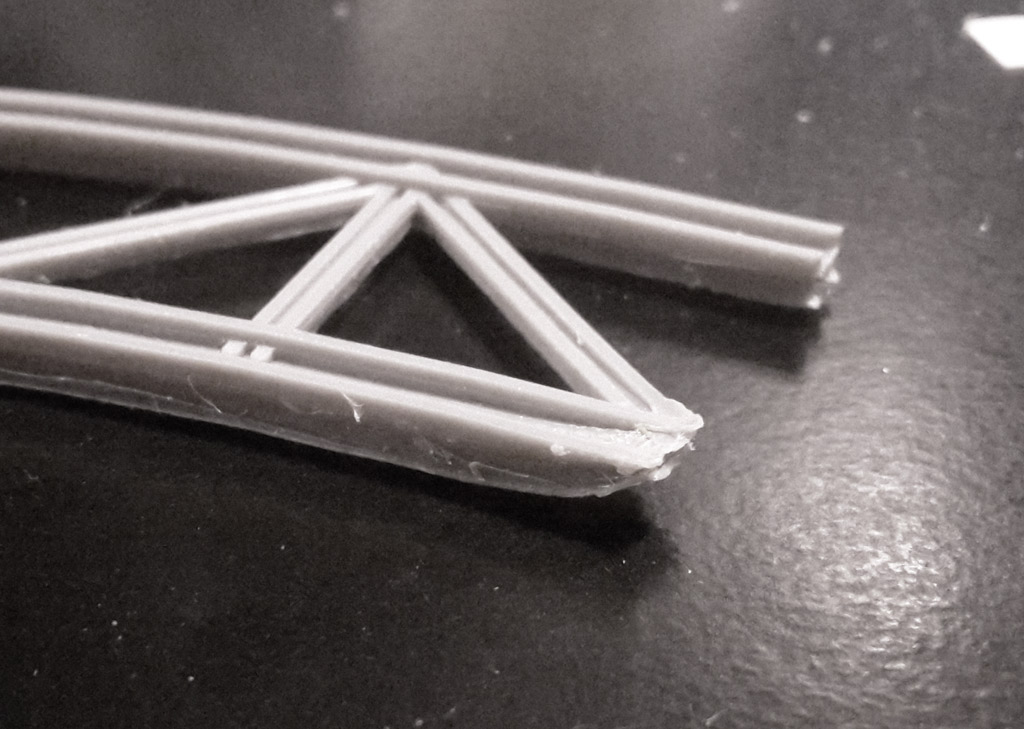
Verstehe was du meinst. Das mit dem "Aufrollen" hatte ich auch zwischenzeitlich (z.B. Bild 1), habe den Vorgang live mit Lupe betrachtet und dabei den vagen Verdacht, dass zu schnell abgekühlt wird und dadurch vom Richtungswechsel alles stärker mitgezogen wird, bevor die Line richtig am PEI haften kann. Und dass ich evtl. noch einen Tick zu weit weg vom Bett bin. Unterextrusion konnte ich zwar auch nicht ausschließen (zu wenig Material bei zu viel Bewegung), habe die E-Steps nicht gemessen/eingestellt (ich weiß, sollte man auch unbedingt machen), da alles andere sonst ok schien.
Wo ich so rumgetüftelt habe:
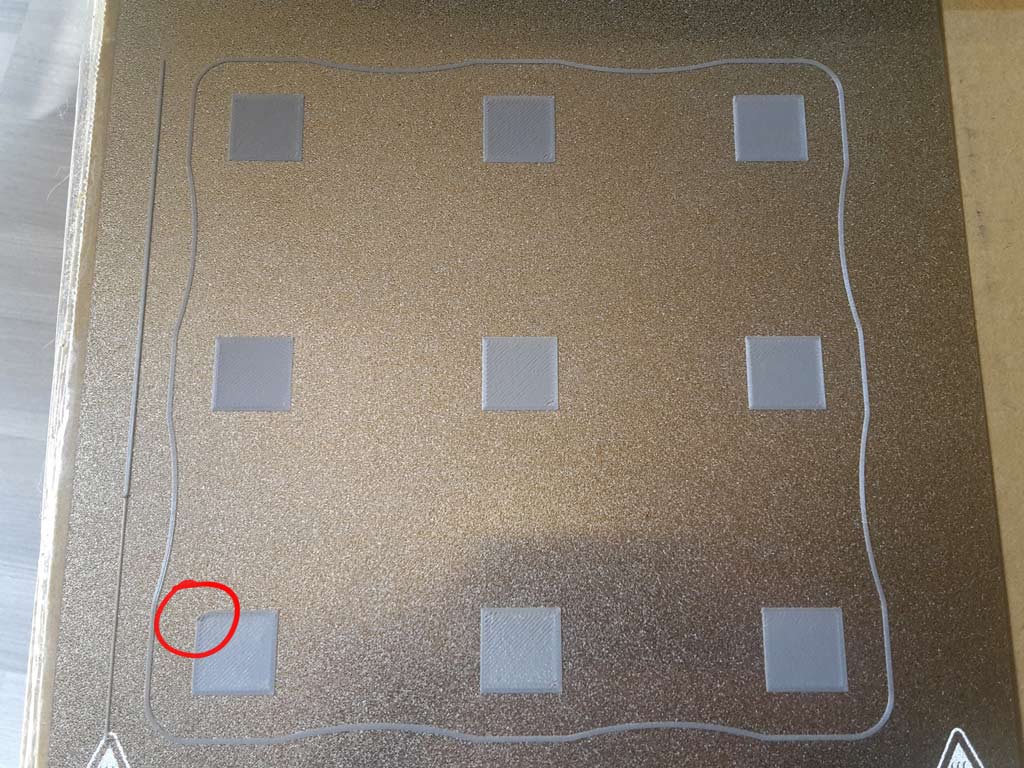
- Z-Offset nochmal 0.05mm runter. War dann an anderer Stelle ein wenig zu nah (hat mancherorts Spuren in die gedruckte Schicht gezogen, s. Bild 2), musste dann nochmal nachjustiert werden.
- Hotend-Temp ein paar Grad hoch: Hat nur Stringing verursacht, aber das Problem nicht beseitigt. Also bin ich da wieder nah an die Untergrenze (195 Grad).
- Bett auf 70 Grad: Ist ein Versuch, bis jetzt sehe ich noch keine Nachteile bei meinen Drucken. Glasübergangstemperatur für PLA liegt angeblich bei 45-65 Grad, kann also sein, dass 70 Grad für größere Bauteile zu warm wird wenn mehr Gewicht draufkommt. Andererseits rechne ich mit Toleranzen, und es dürfte auch nur wenige Schichten betreffen bis die Temp im Bauteil wieder deutlich <65 ist.
- Auch bei geringerer Schichthöhe, z.B. 0.12, drucke ich die erste Schicht möglichst mit 0.2
- Druckgeschwindigkeit etwas verringert (bei "problematischen" Bauteilen bin ich bei 15-30 als Basisspeed in Cura, statt 50; man kann auch den Speed nur für die erste Schicht runtersetzen, an optimale Einstellungen Lowspeed vs. Druckzeit muss ich mich aber erst noch rantasten).
- Jerk und Acceleration sind an. Bin mir nicht sicher ob das was bringt, also die Richtungswechsel dadurch evtl. weicher werden.
- Auch wenn ich denke, ich habe genug Auflagefläche: 6-8mm Brim. Ansonsten hatte ich das "Anheben" auch manchmal bei späteren Schichten, dass sich Ecken nachträglich vom Druckbett abhoben. Also die Line klebt an der unteren Schicht, zieht das Bauteil dort ein wenig mit und hebt an dieser Ecke den ganzen Druck an, obwohl die erste Schicht ursprünglich komplett flach lag (Bild 3). Mit Brim trat das aber nicht mehr auf.
- An weiteren Cura-Einstellungen wie z.B. deutlich weniger Bauteillüftung der ersten Schichten habe ich noch nicht geschraubt, wäre aber das Nächste gewesen.


 Thema: Creality Ender 3 Pro - Probleme mit dem Druckbett (Gelesen 8389 mal)
Thema: Creality Ender 3 Pro - Probleme mit dem Druckbett (Gelesen 8389 mal)